Album photos de la construction de l'avion
Voici quelques photos de la construction de notre avion.
Dans chaque rubrique, les photos sont présentées dans l'ordre chronologique de la construction.
-
33

Fabrication du plan mobile vertical
Les différentes étapes de la fabrication du plan mobile vertical, autrement nommé "gouverne de direction".
-
28

Quelques MENESTRELS HN 700
Quelques uns des MENESTRELS HN 700 en état de vol à travers la France et au delà. Cet avion est un bi-places "bois et toile" de 80 à 100 CV qui croise entre 170 et 200 km/h.
-
39

Autour de notre MENESTREL
Quelques tranches de vie autour de la construction de notre avion.
-
181

Construction du fuselage
Les différentes étapes de la construction du fuselage de l'avion.
-
21

Fabrication du longeron d'aile
Fabrication du longeron d'aile en lamellé-collé de Pin d'Orégon, coffré en CTP de bouleau . Pièce maîtresse de l'avion, elle ne souffre aucun défaut. Soin et précision seront nécessaires tout au long de sa fabrication. Vous pouvez aussi sous-traiter sa fabrication.
-
5

Fabrication des volets de courbure
Pas de soucis particuliers pour ces éléments coffrés en CTP bouleau.
-
108

Montage de l'aile
Sa fabrication intervient après celle du longeron et celle des nervures d'aile. Les qualités de vol de l'avion dépendront du parfait allignement des nervures d'aile.
-
15

Finitions de l'aile
Reprise de tous les éléments de l'aile et finition de tous les détails, afin de la préparer pour l'entoilage.
-
35

Fabrication du plan horizontal
Celui-ci se compose d' un plan fixe et d'un plan mobile. Ils seront tous deux construits à plat sur un chantier spécifique, afin de n'induire aucun vrillage dans leur construction.
-
13

Déménagement de notre construction
Elle est intervenue suite à un changement de domicile. Nous avons dû trouver, puis aménager un nouvel abri pour notre avion ! Son transport vers le nouvel atelier a nécessité l'adaptation d'un plateau remorque. La construction de l'avion a été mise en sommeil durant presque 2 années.
-
21

Montage des commandes d'ailerons
Début de la partie mécanique de la construction avec la mise en place du sytème de commande des ailerons. Leur fonctionnement se fait à l'aide de câbles et de poulies de renvois.
-
14
Fabrications diverses et outillage
Cette rubrique regroupe les divers éléments qu'il a fallu fabriquer, car nécessaires à la construction de l'avion, ainsi que l'outillage indispensable..
-
64

Fabrication de l' armature de verrière
Pour sa fabrication, nous avons choisi la technique du "tout bois" : arceaux en lamellé-collé de frêne. Les courbures des différents cintres ont été déterminées en place, puis réalisées sur gabarits.
-
26

Mise en place verrière
Détails de l'installation des composants de la verrière sur son armature. Fixation et ajustage de ladite armature à son emplacement.
-
10

Motorisation
Notre moteur est un LIMBACH d'occasion, simple allumage par magnéto (origine VW), acheté à un ami. Il développe 80CV pour une cylindrée de 2000 cm3.
-
67

Mécanique
Cette catégorie regroupe toutes les pièces mécaniques nécessaires à la fabrication de l'avion ainsi que leur adaptation sur ce dernier.
-
48

Mise en place de l' empennage
Le callage et la fixation de l'empennage sur le fuselage constituent une phase décisive de la construction, car, de la précision de ce travail dépendront les qualités de vol de l'avion.
-
14

Fournitures
Cette catégorie regroupe l'essentiel des fournitures (tant consommables que petite quincaillerie) nécessaires à la construction de l'avion.
-
34

Commandes de vol.
Ce module détaille le travail sur la mise au point des commandes de vol et leurs réglages.
-
14

Aménagement du poste de pilotage
Cette rubrique détaille l'installation des palonniers, des câbles de commande, des ceintures de sécurité, sièges et capitonnages divers.
-
7

Aménagement du tableau de bord
Dans cette rubrique, vous trouverez différents types d'aménagement du panneau de tableau de bord sur l'avion, en fonction des instruments choisis et de leur implantation sur celui-ci.
-
17

Verrière
Dans cette catégorie, vous trouverez tout ce qui est relatif à la découpe, l'ajustement des verrières sur leurs armatures, ainsi que l'articulation de la verrière avant et son système de verrouillage.
-
12

Train d'atterrissage.
Cette catégorie détaille les éléments constitutifs du train d'atterrissage et son implantation sur l'avion.
-
100

Modification des volets (1)
Afin de déclarer le HN700 en catégorie ULM, les volets classiques seront remplacés par des volets à fentes (volets Fowler) afin d'abaisser la vitesse de décrochage jusqu'à 70 km/h. Ce travail important nécessite la modification de la partie arrière de l'aile.
-
64

Modification des volets (2)
Seconde partie de la modification des volets d'origine du HN700 en volets Fowler.
-
65

Modification des volets (3)
Troisième partie de la modification des volets.
-
83

Modification des volets (4)
Quatrième partie de la modification des volets.
-
46

Modification des volets (5)
Suite et fin de modification des volets.
-
9

Becs de nervures intermédiaires.
Si, comme nous, vous décidez d'installer des becs de nervure intermédiaires, afin d'obtenir un meilleur respect du profil entre les becs de nervures d'aile, nous vous proposons une alternative au Klégécel (produit dont nous ne disposions pas au moment de fabriquer les dits becs).
-
13
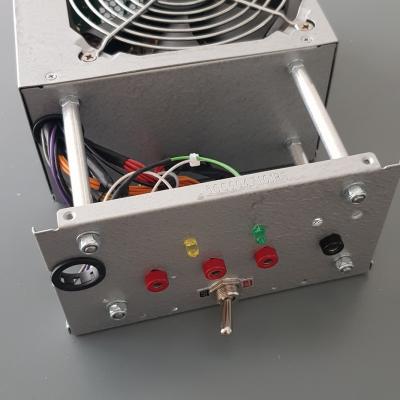
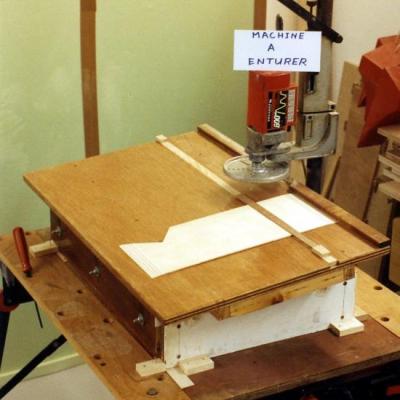
Alimentation 12 Volts pour découpeuse à fil chaud
Cette alimentation de chantier délivre trois tensions qui peuvent se révéler utiles lors de vos bricolages : 12 Volts ; 5 Volts et 3,3 Volts, et ceci sous un fort ampérage ( > 18 Ampères ).
-
9

Réaménagement du local.
Afin de faciliter les déplacements autour de l'aile, celle-ci a été déplacée.
-
5


Vue élargie, côté gauche.

Arrivée de la liasse de plans
En octobre 1991, la liasse de plan arrive à mon domicile.
Ponçage du balsa côté gauche.
Vue de l'avant, côté gauche du fuselage.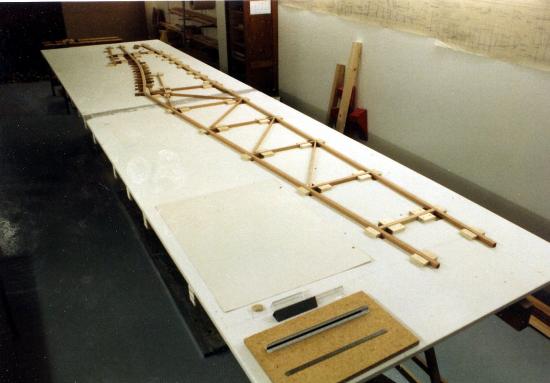
Fabrication d'un flan de fuselage.
Chacun des 2 flans est constitué d'un treillis de baguettes.
Ponçage terminé
Vue générale côté droit.
Montage des volets.
La structure des volets est assemblée : longeron + nervures + bords de fuite + guignols de commande.
Ponçage du balsa côté droit du fuselage.
La mise à la pente du balsa se fait à l'aide d'une ramette en appui sur la lisse de fuselage et sur le bas de celui-ci.
Balsa mis à la pente
Vue de l'arrière droit du fuselage.
20241118 164401

Fabrication des kits de nervures d'aile.
Les becs de nervures d'ailes sont réalisés sur gabarit, à l'aide de cp ordinaire.
Un Ménestrel HN 700 à moteur Subaru réducté.
Avec une puissance de 100 CV et une hélice tripale, la vitesse de croisière de ce HN700 atteint 200 km/h.
Fabrication des nervures d'aile.
Les nervures sont fabriquées sur gabarit, à l'aide baguettes d'orégon. La partie avant est coffrée intégralement jusqu'au longeron.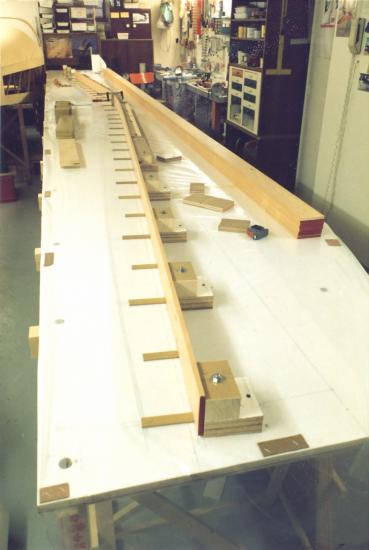
Préparation des gabarits de semelles de longeron d'aile.
Les gabarits servent à contrecoller, à la forme demandée, les planches des 2 semelles de longeron.
Deux HN 700 construits dans le Nord de la France.
Deux amis = deux décorations similaires.
Collage du coffrage d'intrados.
Le coffrage d'intrados est encollé et mis sous presses.
Fabrication du cadre C.
Le cadre C (dossier ) fut le premier cadre a être assemblé. En arrière plan, des goussets de renfort sur un flan de fuselage.
Fabrication des nervures d'emplanture d'aile.
Elles sont fabriquées dans de larges et épaisses baguettes d'orégon, renforcées de cales de frêne et coffrées intégralement sur une face, dans un premier temps. Le lamellé-collé de cp sur le coffrage de nervure, servira de support à l'assise des passagers.
Un HN700 à moteur Jabiru.
L'allongement du capot moteur se justifie par la légèreté du moteur qui impose de le positionner plus en avant afin de respecter le centre de gravité.
Le capot moteur donne une idée de l'allure finale.

Cadre C terminé.
Le cadre C a reçu ses goussets de renforts, d'un côté, et son coffrage en cp de bouleau, de l'autre.
Contrecollage de la semelle inférieure.
8 planches sont nécessaires pour fabriquer la semelle inférieure.
Montage des nervures d'aile sur le longeron.
Les nervures sont glissées sur le longeron, en position verticale et maintenues d'aplomb par des équerres durant le collage.
Autre vue du montage du plan fixe.
Les nervures sont entièrement coffrées sur une face et percées d'un trou de décompression. Le bord d'attaque est fraisé à l'angle, avant d'être posé.
Contrecollage de la première semelle terminé.
Les 5 planches de la semelle supérieure de longeron sont contrecollées et décoffrées.
Un HN 700 à moteur Subaru turbo, fabriqué en Suède.
Ce HN 700 vole en Suède avec un moteur Subaru turbo, le seul actuellement avec ce type de moteur.
Contrecollage des lisses d'un flan.
Les lisses supérieures et inférieures nécessitent chacune une double baguette de renfort contrecollée.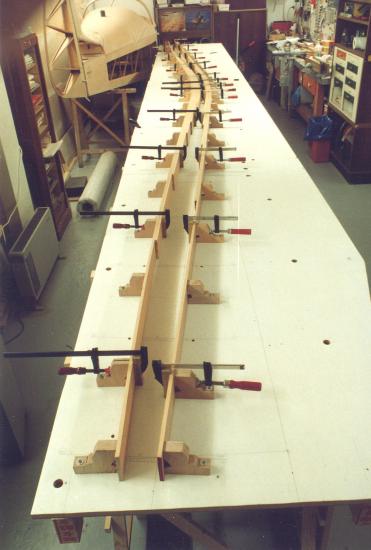
Présentation des 2 semelles de longeron.
Les 2 semelles sont placées sur le gabarit final de longeron, avant leur rabotage de mise en forme.
Alignement des nervures sur le longeron.
Les nervures sont alignées verticalement au fil à plomb durant leur montage sur le longeron, lui-même calé parfaitement de niveau.
Fabrication d'un chantier de 9 m de long.
Une table de 9 m de long, parfaitement rectiligne et de niveau sur tous les axes est nécessaire pour fabriquer le longeron d'aile.
Trappe de visite côté droit du fuselage.
Finalisation de la trappe de fuselage ouverte côté droit. Elle permet d'accéder au guignol de commande du volet de profondeur.
Contrecollage des blocs balsa de saumon d'aile.
des blocs de balsa sont contrecollés sur la partie avant des saumons d'aile. Une âme en cp est insérée dans l'axe des blocs afin de renforcer les saumons en cas de choc.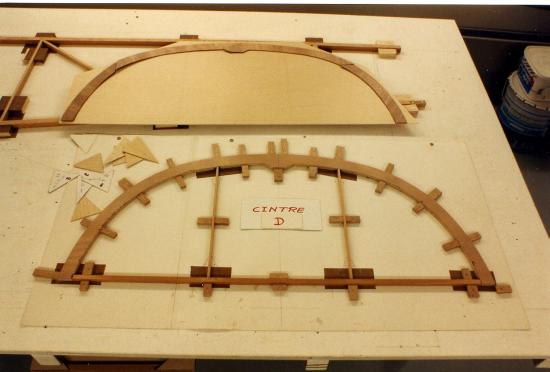
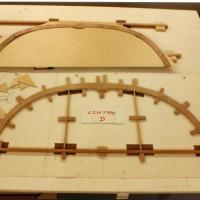
Fabrication du cintre D.
Assemblage des éléments de cintre D (dos du coffre à bagages).
Ordre de montage des cadres A, B, C.
Voici l'ordre de montage des cadres principaux du fuselage.
Blocs de saumon d'aile après ponçage.
Le ponçage des blocs permet d'obtenir une forme harmonieuse.
Semelles sur gabarit, avant rabotage.
Vue de la partie centrale du futur longeron. Les 2 semelles ont subi un calibrage en épaisseur afin les mettre aux côtes données par le plan.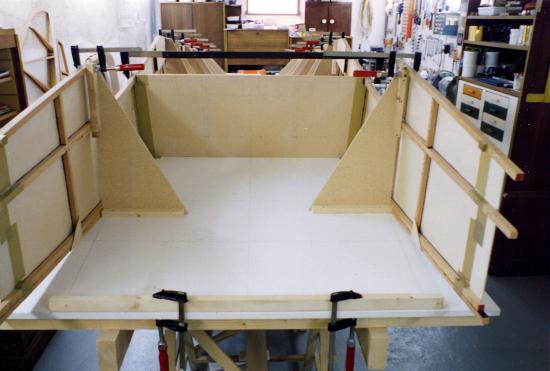
Premier assemblage
Le premier assemblage consiste à coller les flans de fuselage sur le cadre C.
Coffrage du plan fixe horizontal.
Le plan fixe horizontal est coffré sur ses deux faces, en utilisant la même technique que celle utilisée pour les coffrages de bords d'attaque de l'aile.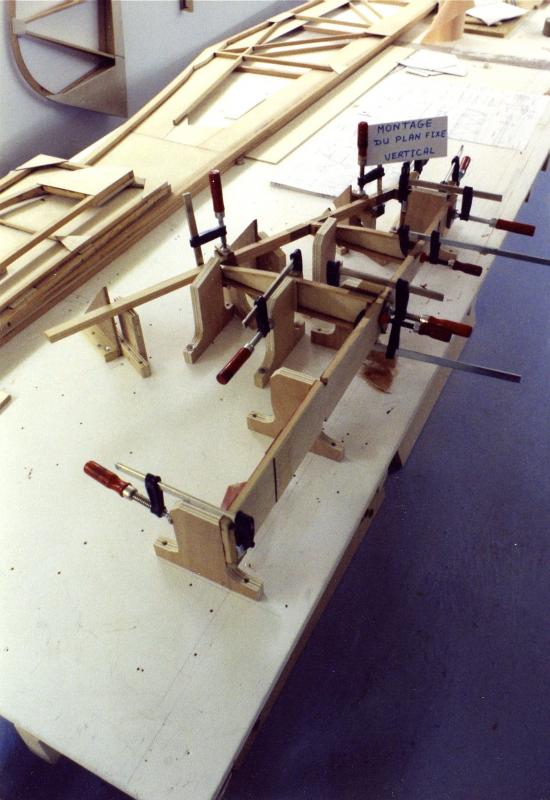
Assemblage du plan fixe vertical.
Le plan fixe vertical est assemblé sur un chantier parfaitement réglé.
Vue d'extrémité d'aile.
Structure de l'aile terminée. Reste à poser les coffrages de bords d'attaque.
Coffrage des nervures d'emplanture.
Après montage de la partie centrale de l'aile, les nervures d'emplantures sont coffrées sur leur face externe.
Assemblage du fuselage (suite).
Le pressage du collage se fait avec des serre-joints et de grandes presses.
Un HN 700 à moteur Continental : le F-PFHM.
L'adoption d'un moteur CONTINENTAL de 65 CV, plus lourd que la moyenne, pénalise cet appareil. Il vole en Franche-Comté.
Mise en place du cadre A.
Le cadre A est maintenu à l'aide de presses et de bandes à clous pendant le séchage de la colle.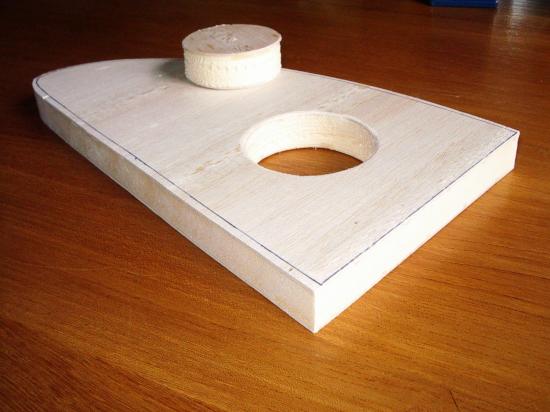
Fabrication de becs de nervures intermédiaires.
Ils sont constitués d'un sandwich "balsa/mousse polyuréthane/balsa" très rigide et très léger. Voir la rubrique dédiée à leur fabrication.
Pincement et alignement de l'arrière du fuselage.
Le pincement de la partie arrière du fuselage requiert soin et douceur afin de ne pas briser les lisses de flans. L'alignement se fait le long d' une longue règle de maçon.
Mise en place de becs de nervures intermédiaires.
Ils sont collés à l'aide colle Polyuréthane puis ramés pour un parfait alignement avec les nervures.
Cintre D terminé.
Le cintre D a reçu ses goussets de renforts, d'un côté et son coffrage intégral en cp de bouleau, de l'autre.
Pose de goussets de renfort.
Des goussets renforcent le fuselage en avant du cadre B.
Semelles après rabotage.
Les semelles sont rabotées de façon dégressives, suivant un diagramme bien précis.
Baguettes de renforts.
Des baguettes sont collées au niveau des passages d'aile, en renfort des flans.
Alignement des faux longerons A.
Les queues de nervures sont alignées avec soin pour recevoir les faux-longerons A, destinés à supporter les volets de courbure.
Coffrage des bords d'attaque de l'aile (début)
Ils sont réalisés par tronçons (plus facile à poser). Le pressage de la colle se fait par tension de larges bandes de chambre à air.
Début de coffrage du dessous du fuselage.
Coffrage du fond de fuselage, au niveau de l'aile. La trappe permet un accès au réservoir arrière.
en vol, un HN 700 fabriqué dans le Sud-Ouest de la France.
Ce HN 700 vole sur l'aérodrome de Pau.
Pose du plancher et des raidisseurs (suite).
Mise en forme des raidisseurs après séchage complet de la colle.
Coffrage des parties vrillées de l'aile.
Le coffrage des extrémités d'aile nécessite la découpe du cp suivant un gabarit et un montage particulier pour le maintien en pression durant le collage.
Lamellé-collé de cintre a.
Le lamellé-collé du cintre a, comprend 8 lattes de pin d'orégon contrecollées sur un gabarit.
Coffrage du fond de fuselage (suite)
Poursuite de la pose des panneaux de cp de fond de fuselage.
Mise en place des diaphragmes de longeron.
Des entretoises en cp, appelées diaphragmes, sont placées entre les 2 semelles, afin d'en maintenir l'écartement. Elles sont percées d'un trou de décompression assurant l'équilibre des pressions à l'intérieur du longeron, d'une part, et avec l'extérieur d'autre part.
Calage de la partie vrillée au fil à plomb.
Les extrémitées des ailes sont vrillées afin de retarder le décrochage en bout d'aile. Les nervures d'extrémité sont donc montées avec un calage de quelques degrés, contrôlé au fil à plomb.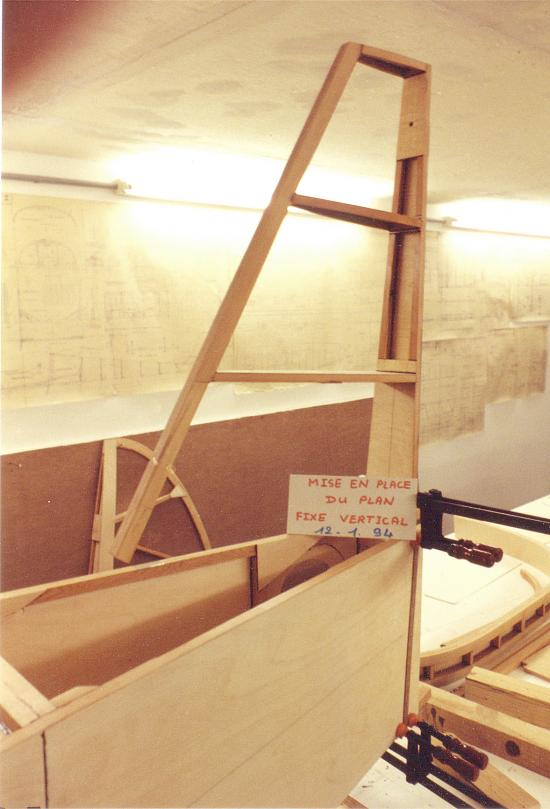
Pose du plan fixe vertical.
Le plan fixe vertical est collé à l'extrémité arrière du fuselage et constitue l'étambot.
Collage d'un chapeau de nervure au niveau des câbles d'ailerons.
La fabrication d'un chapeau de nervure de forme spécifique est nécessaire pour permettre le passage des câbles d'ailerons à travers l'entoilage de l'aile.
Pose du coffre à bagages.
Le coffre à bagages s'appuie sur le cadre C, les 2 flans et comporte 2 autres baguettes de renforts sur l'arrière. Il servira de référence pour la mise en ligne de vol de l'avion.
Détail d'un passage de câbles d'ailerons.
La découpe de la lumière sur le cp permet le passage du câble à travers l'entoilage.
Le HN 700 suédois, au sol.

Mise en place des cales de flans
Des cales en frêne ayant une forme spécifique, sont placées au niveau des flans de fuselage, afin d'éviter le bris du longeron à cet emplacement où les contraintes sont importantes.
Pose de bandes raidisseurs en cp.
Les dessus de flans de fuselage sont renforcés par des lisses munies de raidisseurs en cp. Elles serviront d'appui pour les cintres de dos de fuselage.
Chapeaux de nervures en place.
Vue d'ensemble des chapeaux de nervures "spéciaux".
Mise en place des cintres de dos de fuselage.
Les cintres d , e , f, g , h sont collés sur les raidisseurs en cp et renforcés par des cales en orégon, à leur base.
HN 700 en vol hivernal.

Coffrage extérieur du cintre C.
Pose d'un premier cp de coffrage sur la face externe du cintre anti-crash.
Cintre A terminé.
Le cintre a, a reçu 2 renforts en orégon, nécessaires pour les assemblages à venir.
Allignement des cintres de dos de fuselage par ponçage.
Pose de baguettes de renforts provisoires afin d'aligner les cintres par ponçage.
Coffrage de la 1ère face du longeron.
Le cp de coffrage est pressé à l'aide de longues planches de bois, de bastaings et de presses à vis traversant le chantier de construction.
Vue de l'intérieur du fuselage.
L'intérieur laisse apparaître toute l'architecture du fuselage.
Montage des volets de courbure.
Les volets de courbure sont montés en place à l'aide de charnières piano et d'écrous prisonniers fixés sur l'arrière des longerons.
Coffrage de l'étambot.
Collage en place du cintre i et coffrage du dessus de fuselage au niveau de l'étambot. Une lumière est percée pour le passage du guignol de profondeur.
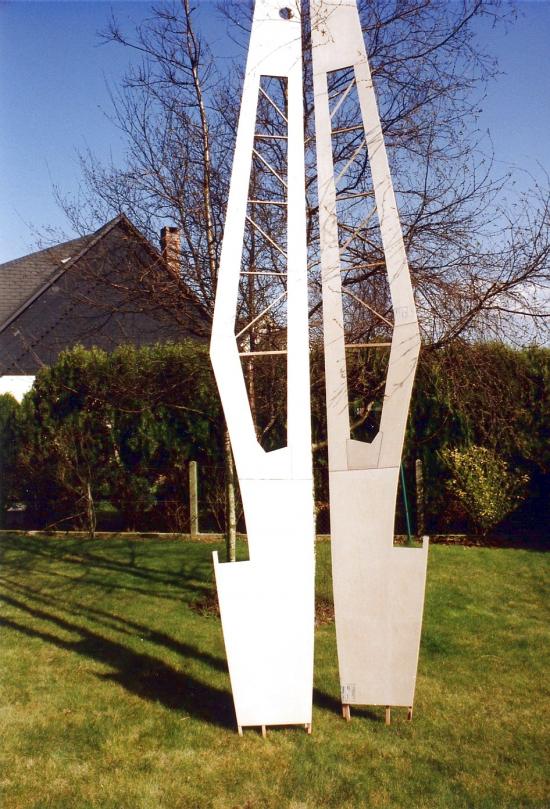
Variations sur le thème !
On aime ou on n'aime pas !
Présentation en place des coffrages de dos de fuselage.
Ajustage des panneaux de coffrage sur les cintres de dos de fuselage, avant collage.
Fabrication des cintres de dos de fuselage.
Les cintres de dos de fuselage sont découpés dans du cp ordinaire d'épaisseur 5 mm.
Mise en place de renforts de train.
Des renforts internes en cp de 15 mm sont collés au niveau des jambes de train principal d'atterrissage, afin de renforcer le longeron à cet emplacement stratégique.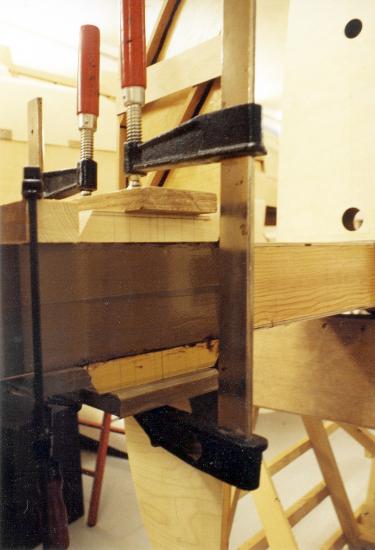
Collage des blocs de fixation de jambes de train.
2 blocs de renforts de fixation des trains en frêne et cp sont collés de part et d'autre du longeron, de chaque côté de l'aile.
Ménestrel HN 700 à moteur JPX.
Ce HN 700 a été construit et a volé à Montargis, avant de changer de propriétaire et de région.
Dernier cintre : le cintre I
Le cintre I, est renforcé, sur une face, par un cp de bouleau et , sur l'autre, par 2 goussets. Une lumière est percée afin de laisser passer le câble "aller" de la commande de profondeur.
longeron coffré 1 face

Coffrage des blocs de fixation de train.
Les blocs de fixation de trains sont renforcés, de chaque côté du longeron, par 2 gros goussets de cp.
HN 700 en approche !

Coffrage d'un flan de fuselage.
Chaque flan de fuselage est entièrement coffré, en cp de bouleau, sur l'avant et sur l'arrière, et partiellement sur le reste de sa longueur.
Collage du bord de fuite central.
Le bord de fuite de la partie centrale de l'aile, en orégon, est collé en place.
l'un des premiers HN 700 construits
Les 2 flans de fuselage sont terminés.
Vue d'ensemble des 2 flans de fuselage.
Cadre B terminé.
Pose de 2 grosses cales de cp, sur le bas du cadre, afin de recevoir les fixations avant de l'aile. La baguette sur le haut du cadre n'est qu'un support provisoire..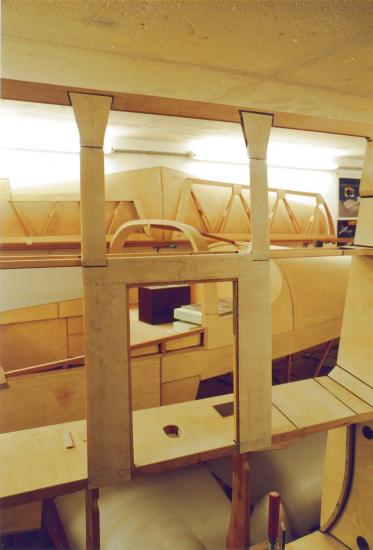
Fabrication de la trappe centrale d'intrados.
De larges goussets de renfort sont collés sur les baguettes d'intrados de la partie centrale de l'aile.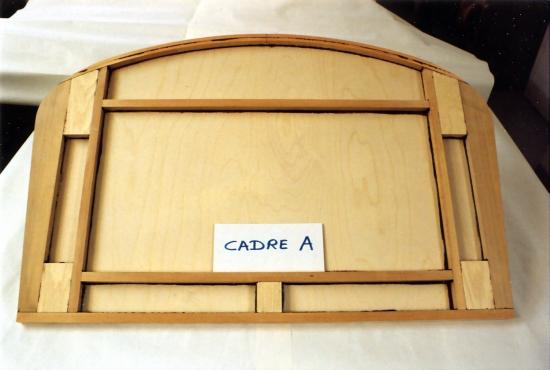
Cadre A coffré d'un côté.
Le premier coffrage est collé et a reçu 2 couches de vernis de protection.
Pose de renforts sous les marchepieds.
Des baguettes de renforts munies de goussets, sont collées à l'emplacement des futurs marchepieds.
Menestrel HN700 normand.
Bivouac, lors d'un rassemblement annuel !
Coffrage de la 2e face du cadre A.
Un second cp verni à l'intérieur, vient clore le cadre A.
Pose de goussets de renfort d'extrados.
Des goussets en cp sont collés sur toute la longueur des faux longerons de volets et d'ailerons.
Fabrication d'un lamellé-collé de cintre C.
Le cintre C (cintre anti-crash) comporte 2 lamellé-collés comme celui-ci.
Pose des chapeaux de nervures.
De larges chapeaux de nervures sont collés sur les baguettes d'extrados et d'intrados, de nervures d'ailes. Leur rôle est d'augmenter la surface de collage de l'entoilage.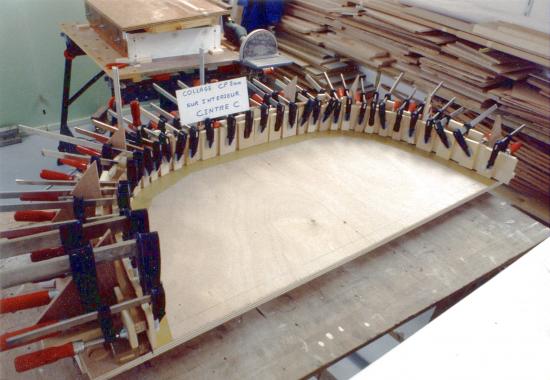
Coffrage interne du cintre C
Le cintre C comprend un coffrage interne et un coffrage externe.
Coffrage des marchepieds
Mise en place d'un coffrage intégral en cp sur l'extrados de l'aile, au niveau des marchepieds.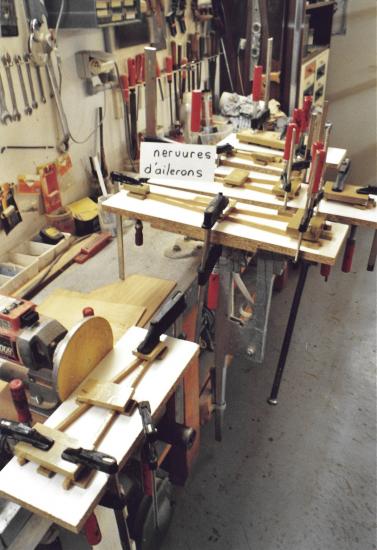
Fabrication des nervures d'ailerons.
Les nervures d'ailerons sont fabriquées à l'aide de baguettes d'orégon, renforcées par des goussets en cp.
Fabrication des ailerons, en place.
Les bords de fuite des ailerons sont fabriqués en lamellé-collé d'orégon, à la façon de celui de plan mobile vertical. Ils sont réglés et maintenus en place avant ajustage et collage des nervures. On remarque le guignol d'aileron, fixé sur le longero
Installation des nervures d'aileron.
Ajustage et collage en place des premières nervures d'aileron.
Collage du faux longeron a.
Ce longeron se colle sur la partie dégressive de l'aile et supporte les ailerons.
Mises à niveau sur le longeron.
Des mises à niveau sont collées sur le longeron entre les nervures. Elles permettent de coller les coffrages de bord d'attaques, sur le longeron d'aile.
Fabrication des lamellé-collés de saumons d'aile.
Des lamellé-collés seront collés à l'extrémité des ailes afin de réaliser les saumons d'aile.
Un HN 700 à moteur Limbach.
Le moteur Limbach est le moteur le plus utilisé sur ce type de machine. Avec une puissance de 80 CV, la vitesse de croisières'établit autour de 170 km/h.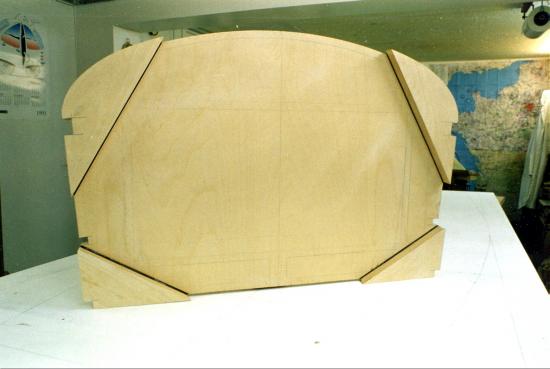
Cadre A terminé.
Des encoches ont été pratiquées afin de fixer le cadre sur les flans de fuselage.
Coffrage des lamellé-collés de saumon.
Les lamellé-collés sont renforcés par la pose de 2 coffrages en cp.
Coffrage d' intrados au niveau de l'emplanture de l'aile.

Dos de fuselage coffré.
Les coffrages de dos de fuselage sont poncés et arasés.
Mise en place du raccord de dérive.
Ajustage et collage en place du raccord de dérive et de baguettes de mise en forme ultérieure du coffrage de raccord.
Fabrication d'un gabarit de cintre B
fabrication, en place, par ramage, d'un gabarit pour la fabrication du cintre b, dont la forme n'est pas développable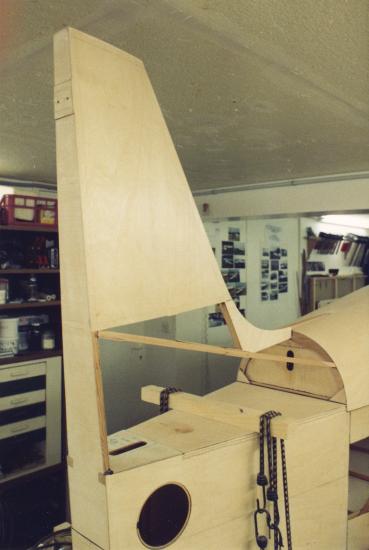
Coffrage du plan fixe vertical.
Le plan fixe vertical est coffré une fois mis en place. Le fil du cp est vertical. Un gousset de renfort est collé de chaque côté du raccord dérive / dos de fuselage.
Collage cintre B + jambes de force.
Le cintre b est renforcé par 2 jambes de forces en lamellé-collé de cp de bouleau.
Collage des réhausses de flans.
Les flans sont réhaussés par des baguettes, au niveau cabine de pilotage, entre le tableau de bord et le cintre anticrash.Le tout sera coffré.
Collage de goussets de renforts.
Ces goussets renforcent le raccord "cintre b / flans de fuselage et réhausses de flans.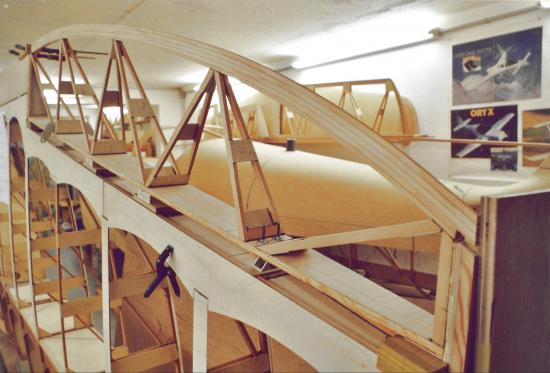
Nervures d'aileron posées.
Toutes les nervures d'aileron sont collées en place. On aperçoit les charnières d'ailerons fixées sur leurs longerons.
Coffrage externe de coffre à bagages.
Mise en place d'un coffrage cp externe sur les réhausses de coffre à bagages et raccordé au coffrage du dos de fuselage.
Collage des blocs de raccord de dérive.
Des blocs de balsa sont contrecollés afin de donner une forme harmonieuse au raccord de dérive.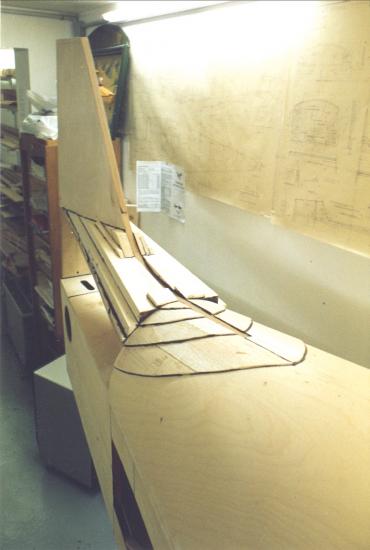
Raccord de dérive avant mise en forme.
Tous les éléments en balsa sont collés avant leur mise en forme par ponçage.
Mise en forme du raccord "plan fixe vertical / fuselage"
Une première ébauche de mise en forme de ce raccord est faite ; elle sera finalisée ultérieurement.
Mise en place des lisses de fuselage.
Des lisses sont collées le long du fuselage et renforcées par des coins en orégon.
Collage d'une lisse de fuselage côté gauche.
Les lisses collées sur le treillis de fuselage seront consolidées par des goussets en cp.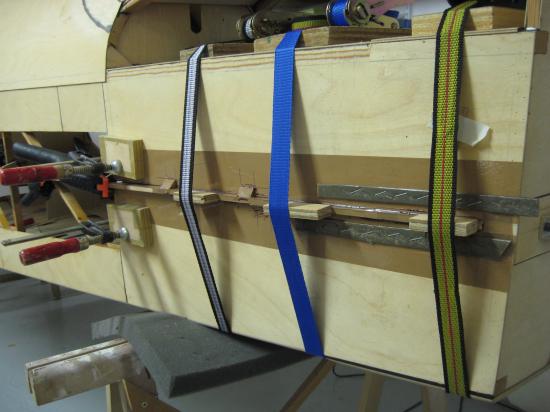
Collage de la partie arrière d'une lisse.
A l'arrière du fuselage, les lisses sont diminuées en largeur jusqu'à finir à zéro.
Lisse gauche collée.
On peut voir les goussets de renfort sur le treillis.
Lisse droite collée.
On peut remarquer que la lisse droite se prolonge moins loin que la gauche, en raison de la présence d'une trappe de visite.
Ouverture d'une trappe de visite sous le fuselage.
Cette trappe ne figure pas sur le plan. La décision de la créer a été motivée par la nécessité de pouvoir accéder à l'intérieur du fuselage sans avoir à désolidariser l'aile du fuselage.
mise en place de brides d'amarrage
2 brides d'amarrage sont fixées en bout de longeron, avant sa fermeture. Un trou de décompression sera percé à chaque bout du longeron, afin d'équilibrer les pressions intérieures et extérieures.
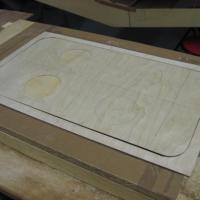
Préparation d'un couvercle de trappe sous le fuselage.
Le couvercle est composé d'une plaque de cp et d'une contre-plaque de renfort ajourée pour un gain de poids.
Trappe de dessous de fuselage en cours de finition.
Des goussets de renforts sont posés entre les baguettes délimitant la trappe.
Vue intérieur cabine et coffre à bagages.
Intérieur cabine et coffre à bagages après collage de tous les cp d'habillage de réhausses et de renforts.
Pose de bandes de cp sur la cloison pare-feu.
Des bandes de cp sont mises en place pour maintenir l'entoilage dans l'alignement de la lisse au niveau de la cloison pare-feu.
Bande de cp en place : vue arrière.
Le cp est collé en place, sur des renforts non visibles, en balsa.
Coffrage des réhausses cabine.
Mise en place des cp de réhausses externes de cabine.
Réhausses cabine : vue arrière.
Les cp de réhausses cabine sont racordées aux cp existants par entures.
Détails sur l''assemblage des réhausses.
Vue sur les entures.
Mise en place des lamellé-collés de saumon d'aile.
Les lamellé-collés sont collés sur les bords du longeron, après entaille de la nervure d'extrémité.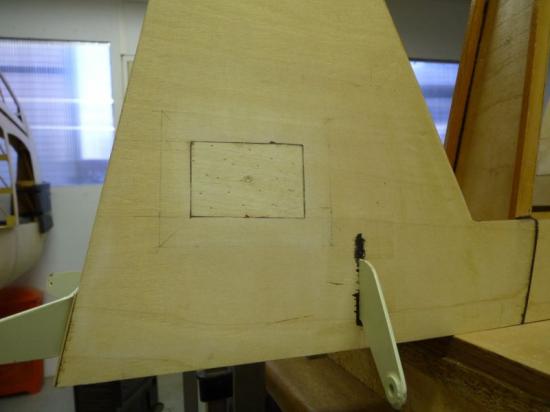
Réparation d'une fêlure sur le plan mobile vertical.
Suite à une chute de la gouverne ayant occasionné une légère fêlure du cp, une réparation de celui-ci a été nécessaire.
Mise en place du cintre a.
Le cintre a est collé sur le haut des flans, dans l'alignement du cadre B.
Mise en place du couvercle de trappe.
Le couvercle est muni de raidisseurs qui participent à sa fixation.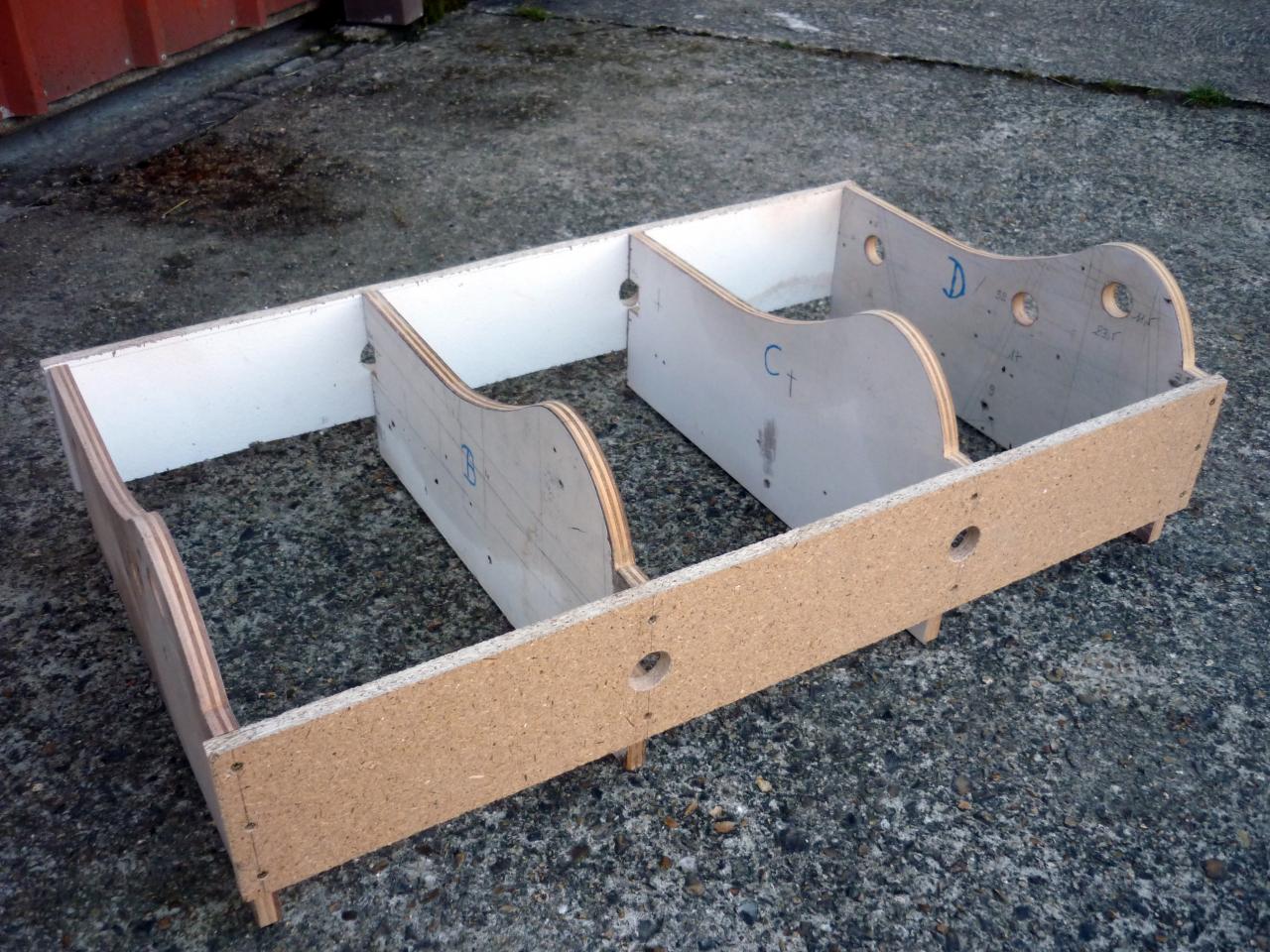
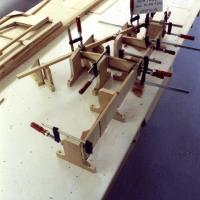
bâti monté
assemblages des éléments du bâti
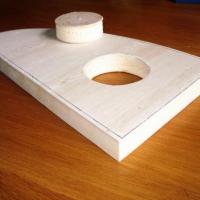
contre-plaques de pressage
fabrication de contre-plaques de pressage des cp de sièges