Modification des volets (5)
-

Cale de rattrapage d'angle.
Collage de la cale de rattrapage d'angle, en frêne, sur nervure C droite. -

Palier droit
Mise en place du palier en téflon, sur nervure C droite. -

Montage de la biellette de commande volet.
Un premier montage du guignol modifié et de la biellette de commande de volet gauche est réalisé. -

Guignol provisoire et chape à fourche.
Un guignol provisoire à plusieurs trous permet de choisir le réglage adéquat. Le montage est réalisé avec une chape à fourche. -

Commande sur le volet.
Sur le volet, la commande est réalisée à l'aide de 2 équerres et d'une chape à rotule. -

-

Chape à rotule en lieu et place de la chape à fourche.
Un jeu important sur la chape à fourche a imposé son remplacement par une chape à rotule, réduisant le jeu à zéro. -

Test de fonctionnement du volet gauche.
Constat : les angles de sortie des volets ne sont pas bons. -

Nouvelle rallonge de guignol.
Après détermination de la bonne longueur de guignol, une nouvelle rallonge de guignol est installée. -

Problème : Jeu dans le cardan !
L'essai de fonctionnement du volet gauche, met en évidence un jeu non négligeable dans le cardan. Résultat : jeu de 8 mm au niveau du bord de fuite ! -

Nouveaux cardans
Achat de 2 cardans de précision avec roulements à aiguilles. -

Alésage des cardans.
les nouveaux cardans alésés à 14 mm sont usinés de manière à obtenir un alésage de 16 mm, afin de convenir aux tubes de torsion. -

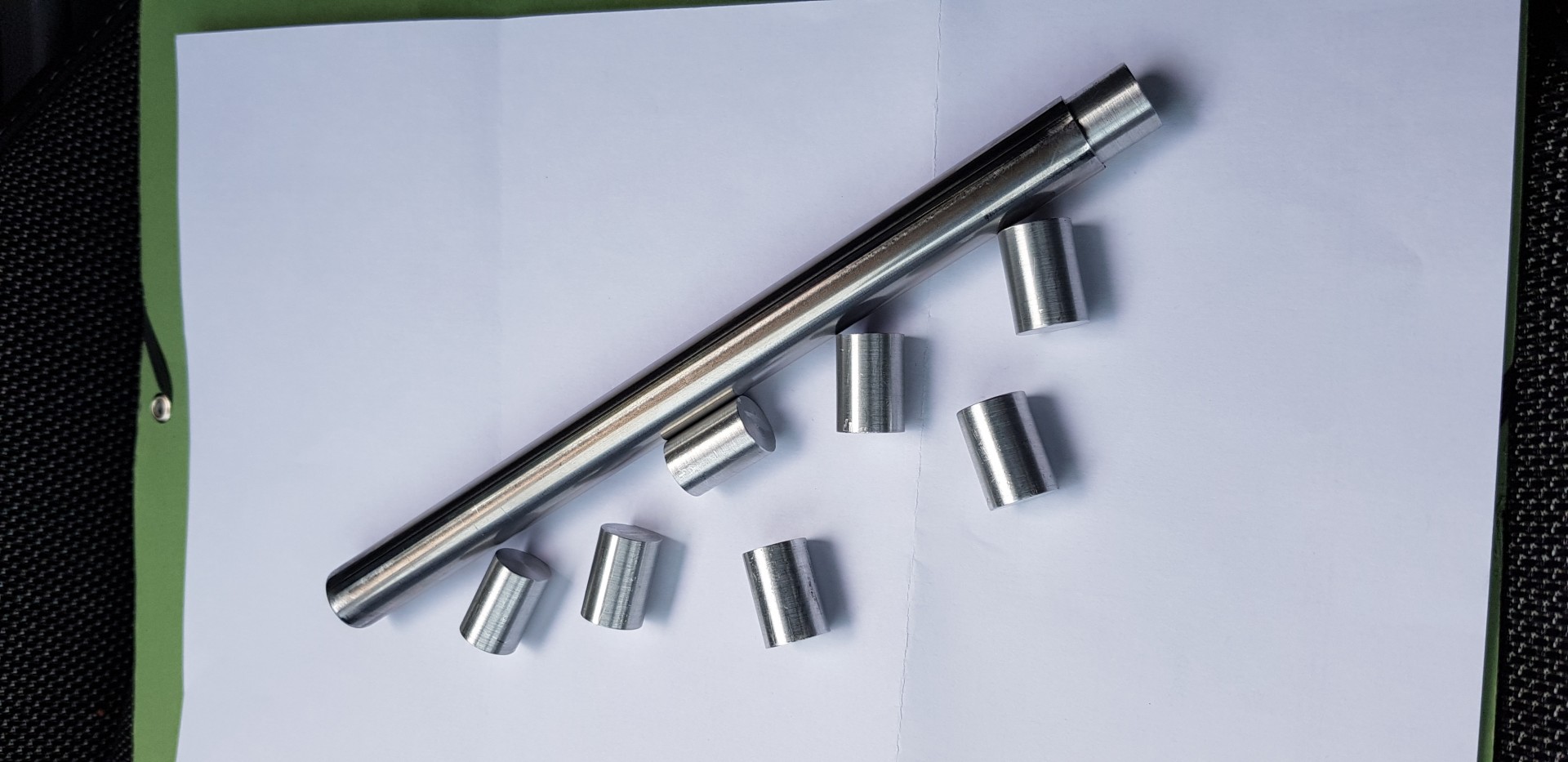
Inserts en alu.
La fabrication de 8 inserts en alu diamètre 14 mm destinés aux embouts des tubes de torsion, permet d'éviter l'écrasement de ces derniers lors des serrages. -

Perçage des inserts alu.
Un perçage central à 2,5 mm suivi d'un taraudage à 3 mm permet le vissage d'une vis diamètre 3 mm destinée à contrôler la parfaite insertion des inserts dans les tubes durant les perçages destinés aux boulons de serrage. -

Nouvelle ligne de commande équipée du nouveau cardan.
De nouveaux tubes ont dû être retaillés afin de reconstituer la nouvelle commande de volet gauche. -

Nouveau cardan en place.
Le nouveau cardan devra être percé à 90° afin d'assurer son verrouillage sur le tube de torsion. -

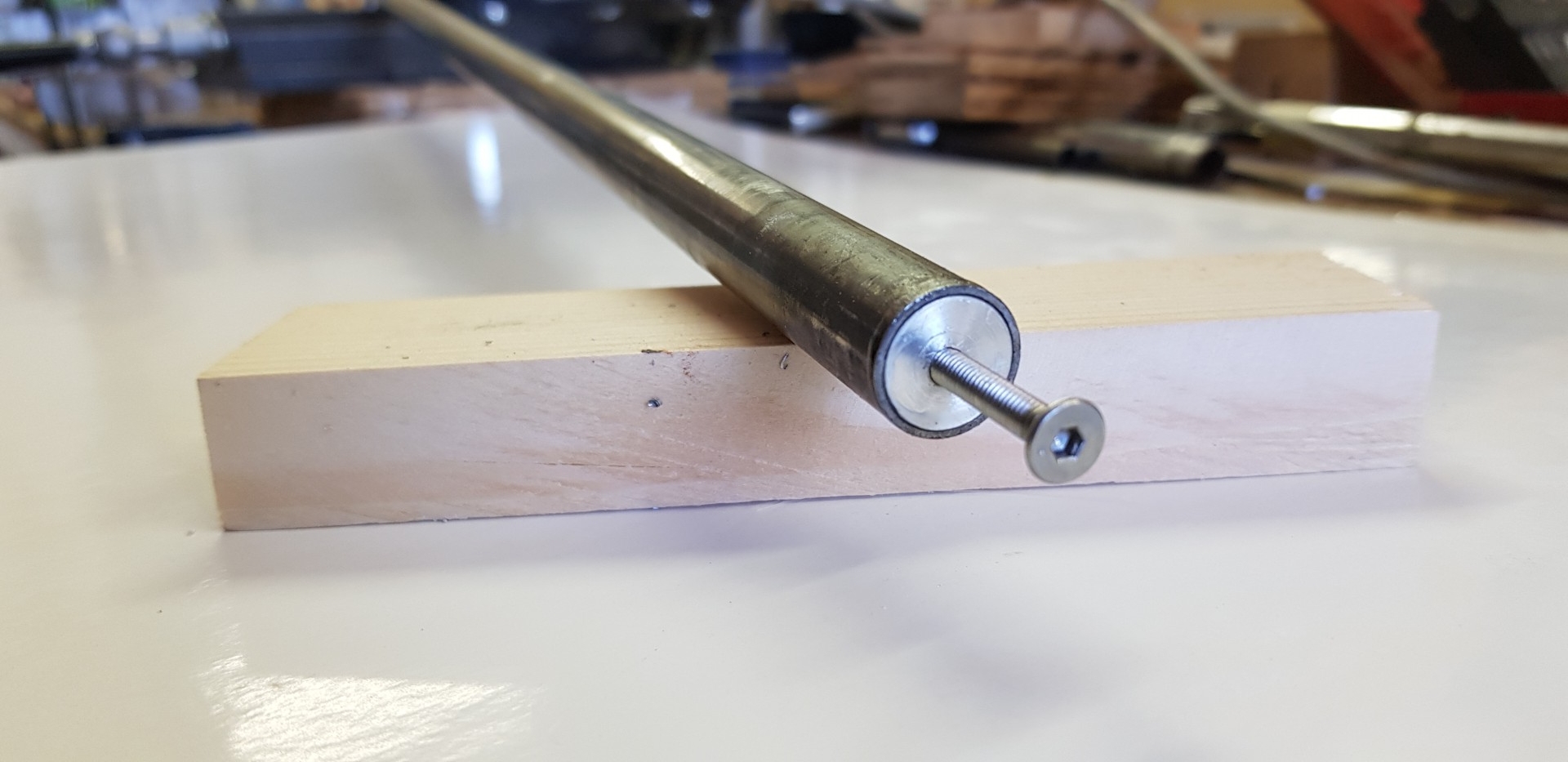
Insert numéro 1 sur le tube de torsion primaire gauche.
Cet insert est collé avec un retrait de 5 mm afin de permettre le passage de l'écrou de serrage de la commande de volet. -

Second insert, sur le tube de torsion primaire.
Cet insert est situé côté cardan. Il rigidifie le tube de torsion au niveau de son emboitement dans le cardan. -

Second tube de torsion muni de ses inserts.
Des inserts anti-écrasement sont collés à l'intérieur du tube de torsion entre le cardan et le guignol de renvoi. -

Vernissage nervure C gauche.
La nervure C gauche est vernie avant mise en place définitive de son palier de commande de volet. -

-

Verrouillage des cardans sur les tubes de torsion.
Le verrouillage des cardans sur les tubes de torsion se fait à l'aide de boulons diamètre 4 mm. -

-

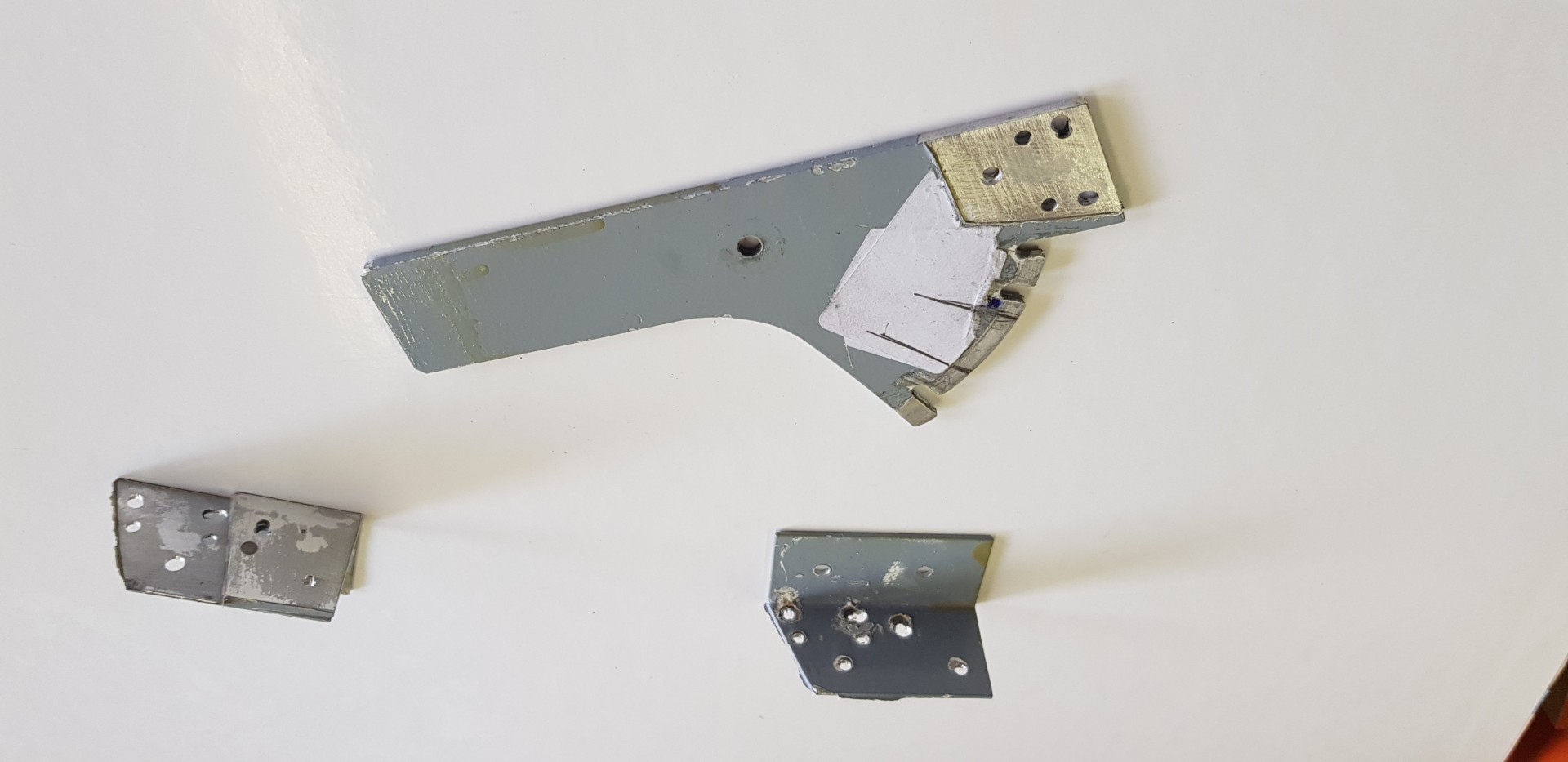
Repérage des nouveau crans sur secteur cranté.
De nouveaux crans sont nécessaires sur le secteur cranté, afin d'obtenir des angles respectifs de 12° et 30°. -

-

-

-

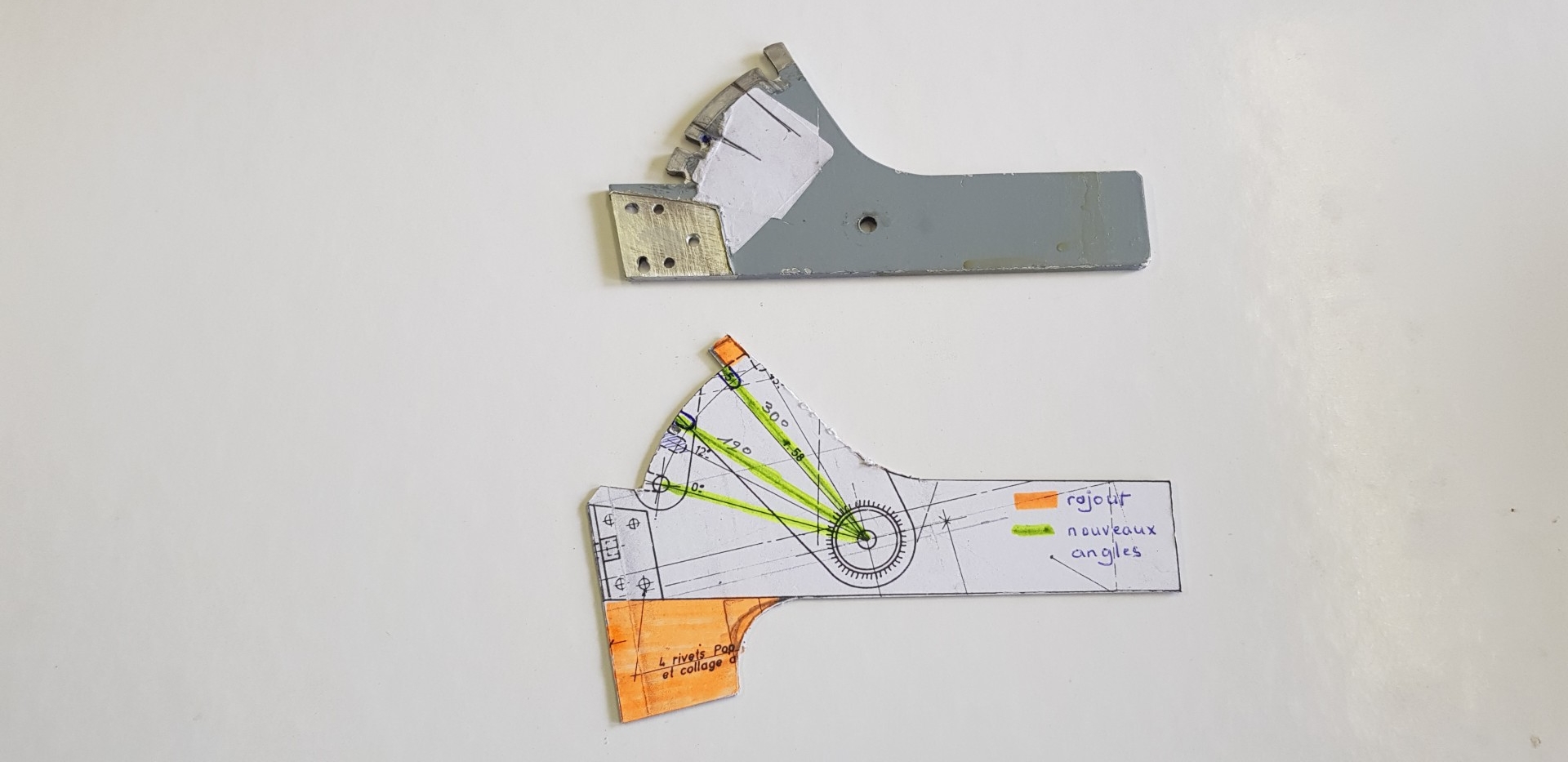
Nouveau gabarit de secteur cranté.
La partie orange est un renfort pour le nouveau secteur cranté. -

-

-

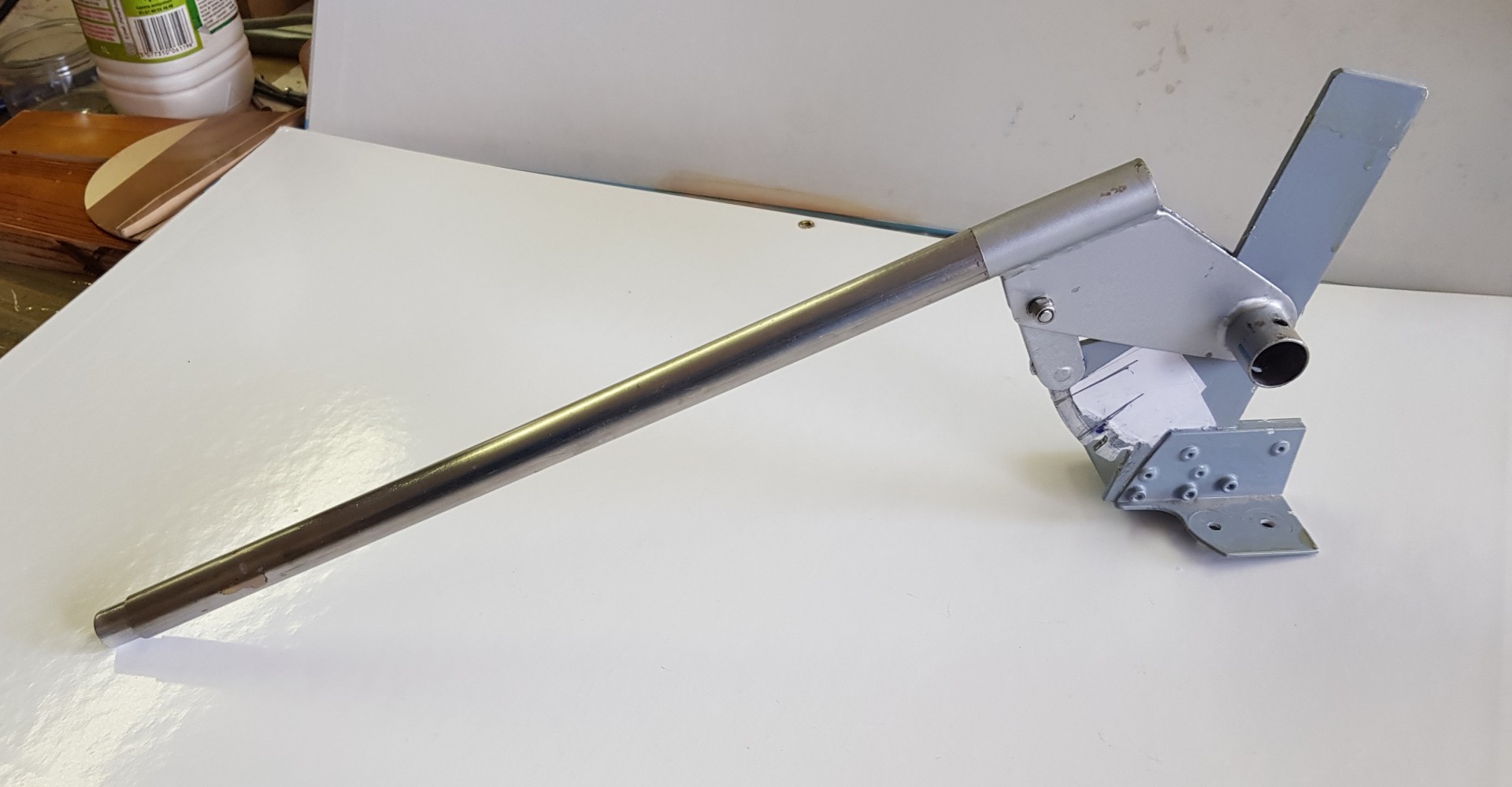
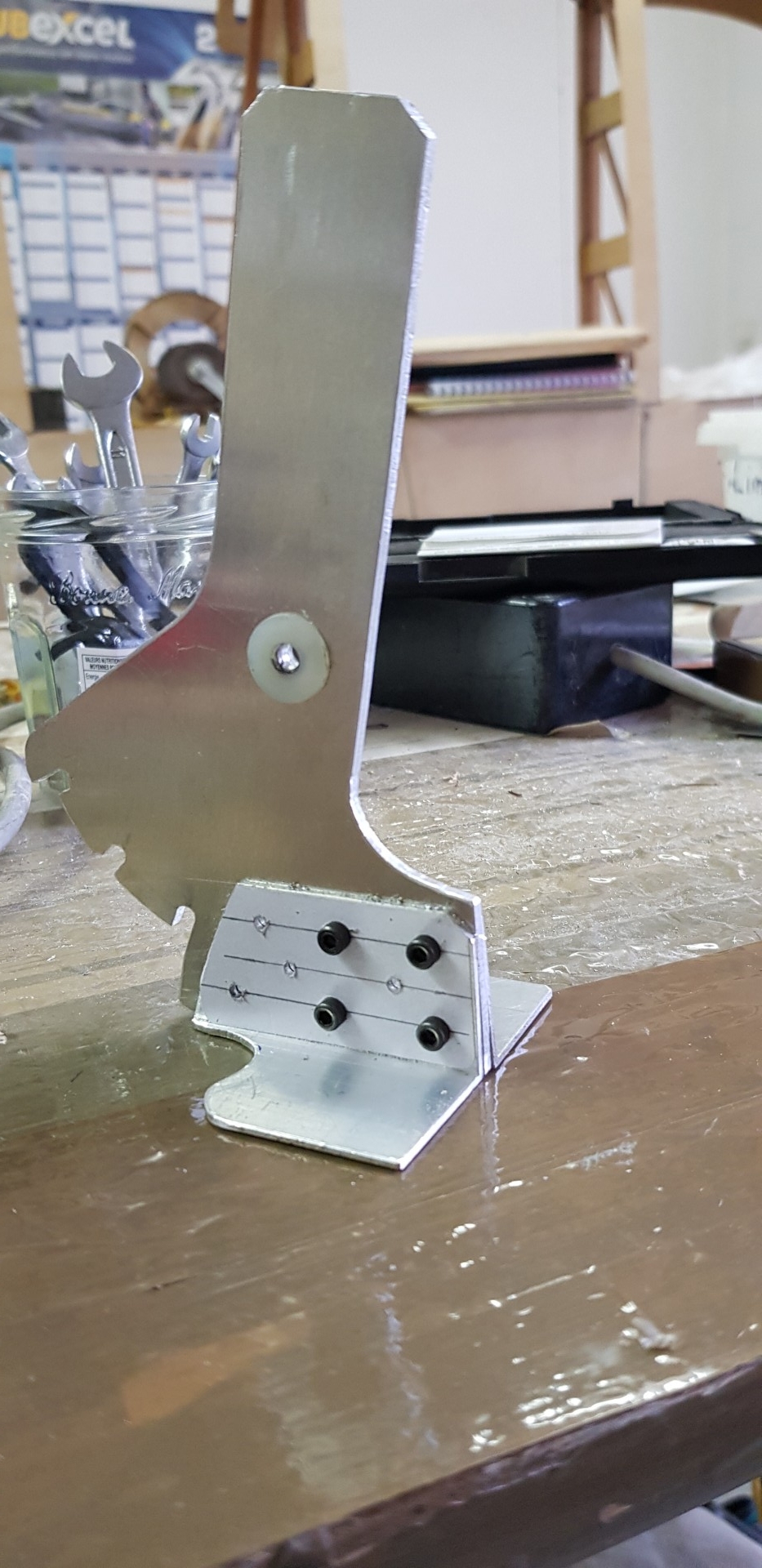
Présentation en place du nouveau secteur cranté.
Une nouvelle équerre de fixation est en cours d'ajustage. -

-

Test du nouveau secteur cranté.
Le test est loin d'être concluant. La commande bloque dans les crans et ne permet pas d'atteindre le deuxième cran. -

Retouche du secteur cranté
Quelques légères modification du secteur cranté sont effectuées à la lime. -

Nouveau test.
Celui-ci est enfin concluant. -

Perçage des équerres de fixation.
Les équerres de fixation sont percéees à 3 mm pour y fixer des boulons, et à 2,5 mm pour y mettre des rivets pop là où les têtes de boulons gêneraient. -

Montage du nouveau secteur cranté.
Après boulonnage et rivetage des équerres sur le secteur cranté, celui-ci est monté en place. -

Guignols de commandes de volets.
Les guignols de commandes de volets sont modifiés afin d'obtenir les débattements souhaités, puis peints. -

-

Embouts sur biellette.
Les embouts sont verrouillés en place par des boulons qui seront brasés sur les biellettes avec les embouts. -

Brasure des embouts filetés.
Les embouts filetés destinés aux chapes à rotules sont brasés à l'argent sur les biellettes de commandes de volets. Les boulons sont également maintenus en place par brasage. -

-

-

Montage définitifs des boulons sur les cardans
Après le choix des boulons, ceux-ci sont mis à longueur et montés à l'aide d'écrous nylstop. -

Cales d'appui des volets.
Des cales d'appui sont installées pour les volets en positions rentrés. -

Symétrie de la sortie des 2 volets.
Les angles de sortie des 2 volets sont vérifiés pour les 3 positions de ces derniers. De même, les alignements sur les bords de fuites et les ailerons sont vérifiés.